Let it be said that there are multiple paths to the same truth. Ancient tribes possessed knowledge of the environment and man’s place in the natural world that we are just now confirming through science.
The discovery of what works in the life of organizations, as in the life of society, may be discovered and described in many different and equally accurate ways. The world of management literature is populated by competing theories and sources of knowledge: Socio-technical systems, systems thinking, whole-systems theory, complexity and chaos theory, engagement, participation, and the currently most popular Toyota Production System or “lean management.” In all those words there is much that is common truth. Yet writers, consultants and managers seek the comfort of one path and one explanation. From the view of the practical manager it is easier to follow one book, one theory or set of practices. From the viewpoint of the academic or theorist, it is easiest to gain recognition by attaching yourself to one favored theory.
It is the habit of the Western intellectual mind to dissect, divide, disaggragate and separate parts of a whole into small pieces that can be put under the microscope and thereby lose the connections to the whole. In the world of the Lakota Sioux there is the Sacred Hoop with no point of beginning or end that represents the unity of all things. Below I am arguing for unifying that which is the practical experience of Toyota and others, with the theory and practice of socio-technical systems. Each can learn from the other and they have much in common.
Unity of Thought: Theory and Practice
About twenty five years ago, Norman Bodek, an early proponent of “Japanese management,” gave me an article by Lou Davis at UCLA on socio-technical systems. It was one of those “ah-ha” moments when something becomes obvious and useful. The theory of STS is simple and elegant. In every organization there are work or technical systems (the work process, task definitions, machinery, information flow); and, there are social systems, the “people” systems or culture that surrounds the work process. The social system includes how people are organized, the definition of jobs at each level, the decision making process, the systems of motivation, training and anything else that affects human performance. It seems rather obvious that the technical system and the social system are interdependent. Each impacts the other. It should then also seem obvious that each should be designed along with the other. They should be aligned and mutually supportive.
However, organizations often act in contradiction to simple truths. In most organizations these two systems have been designed independently and are misaligned, producing sub-optimal performance. Engineers design the flow of work, the placement of machinery, and define how the machinery will be used. The organization of people, the structure, the systems of motivation, are all designed by someone else who may have little appreciation for the demands of the work system. At the same time, the engineers may fail to understand the value of teamwork and the elements of intrinsic motivation so important to today’s work force.
-

Eric Trist, 1909-1933 - In the early 1960’s an innovation in work systems was discovered by faculty (Eric Trist) and students (Ken Bamforth) at the Tavistock Institute in Great Britain. Ken Bamforth had worked in coal mines and as a doctoral student had been encouraged to return to his previous field of work to study their organization. What he discovered was a new seam of coal in which new technology was being applied and where the workforce had been allowed to develop their own system of organization and cooperation. Bureaucratic divisions of labor specialization and Taylorism had become the norm in coal mines. And with that came a 20% rate of absenteeism, high turnover and low productivity. But, in the new seam, in which the workers had designed much of their own system, productivity was high, absenteeism was low and cooperation among groups was evident. Studying this case Trist concluded that the following principles were involved in the success:

-
The work system, a functioning whole, now became the basic unit of focus rather than single tasks and jobs.
-
The work group was central rather than the individual job-holder.
-
Internal regulation of the work system by the work group was possible and effective, rather than the external regulation of individuals by supervisors.
-
Work teams developed members who were multi-skilled, therefore more flexible and capable of self-regulation.
-
The discretionary, rather than the prescribed, aspect of the work was valued.
-
The team structure increased the variety of work done by individuals, thereby increasing intrinsic motivation.
From these observations emerged the theory and practice of socio-technical systems. The theory expanded to include not only the immediate work system, but the whole organizational system and the macro-social system that inevitably impacts the work of the organization and the behavior of its members. The theory recognized that every system is a sub-system of a larger system and no system can be understood without understanding its interaction with both the larger system and parallel systems.
In the coming years the theory and practice of STS would lead to the development of the first self-directed team plants in the United States (Gaines Topeka and others) and the thorough adoption of the method by Proctor and Gamble, Corning and other successful companies. Perhaps due to its academic sounding language or the failure of its leading figures to write popular management books, it has remained relatively obscure to most practicing executives.
The Practical Practice of Lean
The Toyota Production System did not emerge from any academic theory or research. On the contrary, it was born and bred on the shop floor by practicing managers, engineers and front line employees. The language of lean, phrases like “the elimination of waste” and “respect for people” reflect its shop floor origins.
Taiichi Ohno and Shigeo Shingo are the two individuals at Toyota who are most credited with developing and promoting this new system of work. It emerged as Shigeo Shingo worked with die press operators to reduce change over time from one stamped part to another. At Ford in the 1960’s it required one day to change dies. There was a die change department, die change workers and die change managers. If it takes a full day to change over from one part to another you are naturally going to want to run each part for a long time, many hundreds or thousands of units before changing over. You must then have a warehouse to put them in, a forklift to move them, warehouse workers and warehouse managers. Shingo observed the work and timed the actual value adding time and the total time. He only considered the actual time that the die was stamping the metal to be value-adding. Everything else was waste. Asking the press operators to think, to experiment and find ways to reduce the non-value adding time, the process increasingly became “lean.” The last time I was in Marysville, there was poster next to the world’s larges stamping press. The poster was written by hand and said “.54!” That is fifty-four seconds to change dies on the world’s largest stamping press.
When you reduce change over time you reduce the need for work-in-process inventory and you make small lots rather than large lots. You eliminate waste. This is where it began.
It is an important point of history that both in the coal mine and at the stamping press, it was the workers who used their own practical knowledge of how things work and the relationships among people, to create what became historically important innovations in work systems.
In the mid 1980’s I became involved at Honda America Manufacturing in Marysville, Ohio as they built their U.S. manufacturing capacity. They were very forthright that their system was an adaptation of the Toyota Production System. At the same time I was working at Ford and several other large American manufacturing companies. The contrast was glaringly obvious, particularly in the culture. At Honda every employee, and “every” means every manager including the president, wore the exact same uniform. Every new manager or engineer worked on the production line for six weeks to gain respect for those who did the value adding work of the organization. There were no private office and the president sat in the middle of a large open office area. Every employee was on a team and every team met every day to seek improvement. The factory was as clean as any kitchen or operating room. Discipline for negative behavior was the result of a judgement by a “jury of your peers” rather than a judgement by management. There was a spirit of unity rather than a spirit of division. All of these were in stark contrast to the then current state of U.S. manufacturers.
But, the differences were equally clear in the technical system. In U.S. manufacturing companies at every work station there was a bin, or simply a pile of incoming work to be done. There were always two other piles: work completed and ready to be moved to the next station, and a bin for bad parts. The parts didn’t move until the piles grew high. At Honda, as at Toyota, there were very small piles and no bin for bad parts. I learned at Honda that anything that is not moving is waste. Therefore, the larger the piles the more the waste. Honda was constantly trying to make things move and not allow parts to stand still.
Lean is a moving target because, at its heart, lean is a process of learning and improvement. It cannot be defined as something that is standing still or fixed. It is not simply mimicking what happened at Toyota or anywhere else. And, most importantly, it is not a kaizen event, a project, or something done by a consultant.
It is best captured as a philosophy rather than a particular method or technique. If you don’t have the philosophy, you don’t get it.
Here are some ways of describing lean philosophy and practice:
-
Lean is a culture of continuous improvement practiced at every level of the organization and by every team.
-
Lean is the application of the scientific method of experimentation and study of work processes and systems to find improvements.
-
Lean is respect for people. It is respect for the voice of the customer and it is respect for those who do the work, who are “on-the-spot” and are, therefore, the “world’s greatest experts” in their work.
-
Lean is the elimination of waste in all its forms. Lean is the ability to distinguish between work that actually adds value to your customers and work that does not. By eliminating waste, you free resources to devote to value-adding activity that serves your customers.
-
Lean is a work environment that assures the quality and safety of all work for both customers and staff.
-
Lean is a focus on improving the work process and not on blaming people or creating fear.
-
Lean is a culture of teamwork, shared responsibility and ownership that cuts through organization walls or silos.
-
Lean is a culture that returns the joy to work. Honda speaks of the three joys of buying, selling and making the product. We do our best work when we have joy in our work.
-
Lean is flow. Lean is an interruption free process that flows from beginning to end without interruption.
As companies have implemented lean management in the U.S. and Europe there are two major causes of failure that have proven to be all too common. First, it is often viewed as a way of reducing costs and the focus has therefore largely been on the work process and the social system or culture has lagged behind. Changing the culture requires complete management understanding and buy-in. Reducing waste on the factory floor requires little commitment to personal change on the part of leaders. The second cause of failure has been the lack of engagement by employees in the implementation process. Too often it is done TO them, rather than BY them. STS provides lessons that can help to solve both of these problems.
STS is Not Only What, But How
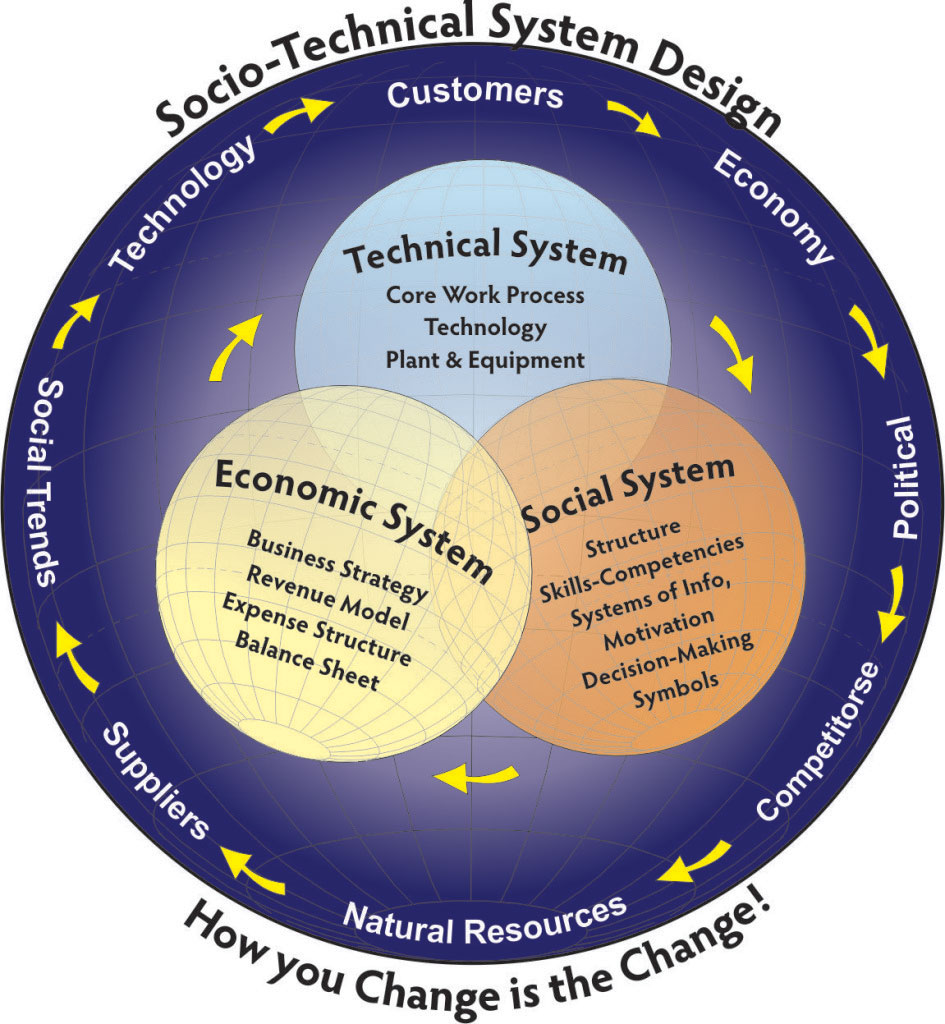
STS theory views the organization as a whole-system, both technical and social. However, in my own practice I have found it most useful to expand the meaning of the whole-system to include the economic system. In reality, every organization depends on the flow of money, even charitable organizations. The design of the system, to optimize the whole, must include an understanding of the flow of money, the revenue and costs associated with production. You could design and improved work process and an improved social system, yet do so in a way that resulted in greater costs. This would result in failure.
Socio-technical system design is a change methodology as well as a way of looking at the nature of the system. STS design is based on a process of co-creation, in which the stakeholders in the process together analyze the current state and design a future ideal state.(Cherns, 1976) (Trist, 1980) The theory is that by having managers and employees who work in the system, as well as customers, suppliers and anyone else who knows, cares or must act on the system engaged together, not only will the future design be more effective for all, it will also have their ownership and commitment which will lead to successful implementation. This is the principle of co-creation and it is a key element in successful change. It is frequently absent in lean implementation and it is at the core of STS design.
This is a significant difference between lean and STS. STS design can be facilitated by a consultant, but it cannot be done by a consultant. The magic of the process is largely in the learning, the understanding gained by management and a design team comprised of individuals from different levels and different functions, as they analyze the external environment, the work system, the culture and then design the whole system to be capable of meeting the demands of the future environment. STS creates a learning organization, a group of people who learn to think well, to analyze the work and organization in a systematic manner. This capability is an asset to the organization and can become the framework for migrating change to subsequent units of the organization.
Lean and STS have more in common than not. They both focus on the work process as well as the culture or social system. They both promote the value of those who do the work, those at the Gemba. They both value continuous improvement by those who do the work.
What can they learn from each other? STS practitioners can learn the many practical lessons that have been learned on the shop floor of Toyota and produced one of the world’s most successful companies. Lean practitioners can learn to study and align the whole system while engaging all stakeholders in the design process. Together, they area powerful combination.
(Cherns, A. (1976). The principles of sociotechnical design. Human Relations, 29(8), 783-792.)
(Trist, E. (1980). The Evolution of Socio-Technical Systems. Perspectives on Organizational Design and Behavior.)
lean management, socio-technical systems, Toyota Production System